
努(nǔ)力打造中國數控機床行業品牌
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努(nǔ)力打造中國數控機床行業品牌
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係(xì)人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區

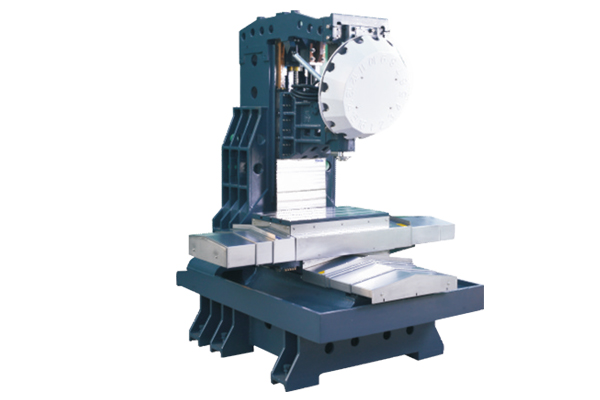
臥式加工中心的立柱(zhù)普遍采用雙立柱框架結構形式,主軸箱在兩立柱之間,沿導軌上下移動(dòng)。這種結構剛性大(dà),熱對稱性好,穩定性高。加(jiā)工(gōng)中心加工報價小型臥式加工中心多數采(cǎi)用固定立柱式結(jié)構,其床(chuáng)身不大,且都是整(zhěng)體結構。臥式加工中心各個坐標的運動可由工作台移(yí)動(dòng)或由主軸移動來完成,也就是說某(mǒu)一方向的運功可以由刀具固定,工件移動來完成,供應加工(gōng)中(zhōng)心加工或者是由工件固定,刀具(jù)移動來完成。

高速加工中心切削參數的選(xuǎn)擇原則與普(pǔ)通機床相同。也就是說(shuō),具體數值(zhí)應根據數控機(jī)床使用說明書和金屬切削原理規定的方法和原則,供應加(jiā)工中心加工結合實際加工經驗確定。1.影響高速加工中心切削參數的因素(1)不同廠(chǎng)家的刀具質量差異很(hěn)大,因此在確定切削參數時,必(bì)須(xū)根據廠(chǎng)家給定的參數(shù)和(hé)加工現場的(de)情況進行修正。(2)電動機功率和機床剛度的(de)限製(zhì)必須在機床規(guī)範規(guī)定的範圍內(nèi)選擇,加工中心(xīn)加工報價以避免因功率和剛度不(bú)足(zú)而引起機床的大變形或振動,影響機(jī)床(chuáng)運行。加工精(jīng)度和表麵(miàn)粗糙度。(3)高速加工(gōng)中心數控機床的生產率具有較高的工時成本和較(jiào)低的刀具損(sǔn)耗(hào)成本(běn)比例。為了提(tí)高數控(kòng)機(jī)床的生產率,合理降低刀具壽(shòu)命(mìng),應盡量選擇較高的切削參數。

所謂切削加工,就是在控製金屬等材料(加工物)與工(gōng)具相對運動的同時,通(tōng)過磨削、開孔,塑造出目標形狀(zhuàng)的技術。切削加工大致可分為2類,分別是(shì)固定加工物、控(kòng)製工(gōng)具旋轉的(de)“銑削”,供應(yīng)加工中心加(jiā)工以及旋轉加工物(wù)的(de)“車削”。銑床加工通(tōng)過旋轉(zhuǎn)安(ān)裝在旋轉軸上的、名為銑(xǐ)刀盤的切削工具,來進(jìn)行切(qiē)削的加工。該工(gōng)藝會用工具間斷地銼磨固(gù)定(dìng)的加工物進行(háng)切削,因此不僅能將加工物表麵加工成平麵、曲麵,還能實現打孔、切槽等各類加工。根據安(ān)裝工(gōng)具的(de)主軸的方向,銑刀(dāo)盤可分為臥式、立式,還(hái)有主(zhǔ)體呈門狀的門式等種(zhǒng)類,可利用正麵(miàn)銑刀、立銑(xǐ)刀、槽銑刀等工具,加工中心加工報(bào)價將加工物加(jiā)工成目標形狀。通(tōng)用銑削是由操作人員手動(dòng)進行操作的銑床加工。在控製工具與加工物相對移動的同時,操作人(rén)員(yuán)需要自行判斷設定工具的(de)位置、送刀(dāo)、速度、切入量等加工條件。能夠實現隻有手動才能(néng)達成的精細加工,獲得(dé)高品(pǐn)質成品(pǐn)。

以(yǐ)確(què)保在工件主軸的行程範圍內(nèi)的處(chù)理內(nèi)容完成。試著在一個夾具中完成所有的加工內容。當需要更(gèng)換夾緊(jǐn)點時,供應加工中(zhōng)心加工應特別(bié)注意(yì)不要因更換夾緊點而損壞定位精度,必要時在工藝文件(jiàn)中說明。夾具底麵與(yǔ)工作台接觸時,夾具底(dǐ)麵平麵度必須在0.01-0.02MM範圍內,表麵粗糙(cāo)度不大於ra3.2um。 夾具應盡可能少的元件和高剛度。為了簡(jiǎn)化定位和安全,加工中心加工報價應在夾具相對於加工原點的每個定位表麵上提供準確的坐標尺寸。加工中心相互作用表,表由於移動,托盤,和下(xià)托的(de)旋(xuán)轉操作中,夾持工具(jù)的設(shè)計必須能防(fáng)止空間幹擾(rǎo)和機床。
雕銑(xǐ)機遠離粉塵、液(yè)體飛濺和有腐蝕性氣體的環境。避免陽光直接照(zhào)射,室內(nèi)應配(pèi)有良好的燈光照明設備。地基結實堅(jiān)固、表麵平整,供應加工中心加(jiā)工雕銑機(jī)在正常工(gōng)作時,不致引起振(zhèn)動(dòng)。環境應通風良好,溫度存0—35℃,相對濕度應小於75%。加工中心加工報(bào)價廠房內有可(kě)靠的按地線(xiàn),並使用帶有(yǒu)按地極(E極)的三極插座,接地極必(bì)須(xū)與大地(dì)接觸良好(hǎo)。一般要求接地電阻小於10Ω
龍門加工中心")

服務熱線(xiàn):400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華(huá)港鎮龍溪工業園區


