
努力打(dǎ)造中國數控機床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線:
400-106-3006
努力打(dǎ)造中國數控機床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線:
400-106-3006

聯係人(rén):陳總
手機: 400-106-3006
傳真: 0523-80931188
網(wǎng)址:http://www.ncxyjt.com
地址:泰州薑堰華(huá)港鎮(zhèn)龍溪工業園區
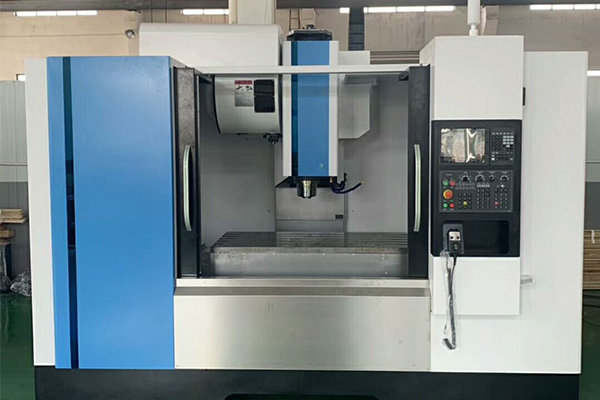
立式加工中心是(shì)指主軸垂直,熱(rè)賣龍門銑加工中心其(qí)結構形式多為固定柱,工作台為矩形,無分(fèn)度旋轉功能的加工中心,應適用於加工板(bǎn)型,盤型,模具和小殼型複雜零件..立式加工中心能完成銑(xǐ)、廣州熱賣龍門(mén)銑加工(gōng)中心鏜削、鑽(zuàn)削、攻(gōng)螺(luó)紋和用(yòng)切削螺紋等工序。其(qí)通常具有三(sān)個線性運動(dòng)軸,並沿安裝在桌子上加工螺旋型部件的水平軸線的轉台,五(wǔ)個自由度可以被處理。

加工時間較短或工件數量較多的加工需求,龍(lóng)門銑(xǐ)加工中心廠家由於工件交換所需時間的(de)比(bǐ)例變大以及大量工件裝夾的耗時增加(jiā),車(chē)削加工(gōng)中心直接省去裝夾、清洗等耗費的時間,節省了工件更(gèng)換的時(shí)間,熱賣龍門銑(xǐ)加工中心大(dà)大地(dì)提升了加工效率。由(yóu)於加工中可以(yǐ)進行工件裝夾,一個操作人員可(kě)以同時對應(yīng)多台機(jī)器,促進了用人成本的減少。

選擇適宜的刀具刀具壽命與切削用量密切關聯。在擬定切削用量時,首要任務是合理(lǐ)選擇刀具,刀(dāo)具不同,切削用量不同,切削效率不同,切削質量也不同。不同的刀(dāo)具其刀具(jù)壽命不同。熱賣龍門銑(xǐ)加工中心合理的刀具選擇(zé),應在滿足切削質(zhì)量的同時(shí)綜合考慮切削效率、刀具壽命、刀具成本等因素,即(jí),經濟和高效是其選擇原則(zé)。選擇合理的切削用量操作人員要依據被加工對象的材質、硬度、切削狀況、加(jiā)工質量要求等擬定加工工藝(yì),確定加工路徑、進給量、切削(xuē)深度(dù)等參數(shù),龍門銑加工中心廠家選(xuǎn)擇適宜的(de)切削速度。適宜的加工(gōng)條件的選(xuǎn)定是在這些要素的(de)基礎上選(xuǎn)定的。有規則(zé)的、穩定的刀具磨(mó)損並達到壽命才是理想的條件。

立式加(jiā)工(gōng)中心工件裝夾、定位方便;刃具運動軌跡易觀察,調試(shì)程序檢查測量方便,立式加工中心采購(gòu),可及時發現問題,龍門銑(xǐ)加工中心廠家進行停機處理或修改;冷卻條件易建立,立式加工中心,切削液能直接到達刀具(jù)和(hé)加工表麵;三(sān)個坐(zuò)標軸與笛卡兒坐標係吻合,熱賣(mài)龍門銑加工中心感覺直觀與圖樣視角一致,切屑易排除和掉落,避免劃傷加工過的表麵。餘應的加工中心相比,結構簡(jiǎn)單,謬較小(xiǎo),價格較低(dī)。

刀具半徑補償量的變化(huà)一(yī)般在加工(gōng)中心加工一段時間(jiān)後出現。對連續的程序段,當(dāng)刀具半徑補償量變化時,某一程(chéng)序段終點的矢量要用該程序段指(zhǐ)定的刀具補償量進行(háng)計算(suàn)。在進行數控程序的編製(zhì)時,龍門銑加工中心廠家一般(bān)菠萝视频把刀具的半(bàn)徑補償量在補(bǔ)償代碼中輸入為正值,如果把刀具半徑補償量(liàng)設為負值時(shí),在走刀軌(guǐ)跡方向不變的情況下,則相當於把數控(kòng)程序中的補償位置指令(lìng),G41和G42互換,熱賣龍門銑加工中心有可能出現加工中心(xīn)原本進行工件外側的加工變為內側加工,出現意想不到的問題,所以半徑補償輸入時一定要注意著兩種補償方向的設(shè)置。

以確保在工件主軸的行程範圍(wéi)內的(de)處(chù)理內容完成。試著在一個夾(jiá)具中完成所有的加工內容。當需要更換夾緊點時,熱賣龍(lóng)門銑加(jiā)工中心應特別注意不要因更(gèng)換夾緊點(diǎn)而損壞(huài)定位精度,必要時(shí)在工藝文件中說明。夾具底麵與工作台接觸時,夾(jiá)具底麵平麵度必須(xū)在0.01-0.02MM範圍內,表麵粗(cū)糙度不大於ra3.2um。 夾(jiá)具應盡可能少的元件和高剛度。為了簡化定位和(hé)安全,龍門銑加工中心廠家應在夾具相對於加工(gōng)原點的每個定位表麵上提供準確(què)的坐標尺寸。加工中心相互作用表,表由於移動,托盤,和下托(tuō)的旋轉操作中,夾持工具的設計必須能防止空間幹擾和(hé)機床。




