
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家(jiā)直銷
廠(chǎng)家(jiā)直銷
服務熱線:
400-106-3006
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家(jiā)直銷
廠(chǎng)家(jiā)直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網(wǎng)址:http://www.ncxyjt.com
地址(zhǐ):泰州薑堰華港鎮龍溪工業園區

臥式加工中心的立柱普遍采用雙立柱框架結構形式,主軸箱在兩立柱之間,沿導軌上下移動。這種結構剛性大,熱對稱(chēng)性好,穩定性高。立式加工中心廠家小型臥式加(jiā)工中心多(duō)數采用固定立(lì)柱式結構,其床身不大(dà),且都是整體結構。臥式加工中心(xīn)各(gè)個坐(zuò)標的運動可由工作台移動或由主軸移動來完成,也就是說某一方向的運功可以由刀具固定,工件移動來完成,熱賣立式加工中心或者是由工件固定,刀具移動來完(wán)成。

刀具半(bàn)徑補償量的變化一般在加工中心加工一段時間後出現。對連續的程序段,當刀具半徑補償量變化時,某一程序段終點的矢(shǐ)量要用該程序段指定的刀具補償量進行計算。在進行數控程序的編製時,立式(shì)加工(gōng)中心(xīn)廠家一(yī)般菠萝视频把刀具的半徑補償量在補償代碼中輸入為正值,如果把(bǎ)刀具半徑補償量設為負值時,在走刀軌跡方向不變的情況(kuàng)下(xià),則相當於把數控程序中的補償(cháng)位置指令,G41和G42互換,熱賣(mài)立式加工中心有可能出現(xiàn)加工中心原(yuán)本進行工件(jiàn)外側的加工變為內側加工,出現意想不到的問題,所(suǒ)以(yǐ)半徑(jìng)補償輸入時一定要注意著兩種補償方(fāng)向的設置。

選擇適宜的刀具刀具壽命與切削用量密切關聯。在擬定切削用量時,首要(yào)任務是合(hé)理選擇刀具,刀具(jù)不(bú)同,切削用量不同,切(qiē)削效率不同,切削(xuē)質量也不同(tóng)。不(bú)同的刀具其刀具壽命(mìng)不同。熱賣立式加工中心合理的刀具選擇,應在滿足切削質(zhì)量的同時綜合考慮(lǜ)切削效(xiào)率、刀具壽命、刀具成本等因素,即(jí),經(jīng)濟和高效是其選擇原則。選擇合理的切削(xuē)用量操作人(rén)員要依據被(bèi)加工(gōng)對象的材質、硬度、切削狀況、加工質量要求等(děng)擬定加工工藝,確定加工(gōng)路(lù)徑、進給量、切削深度等參數,立式加工中心廠(chǎng)家選擇適宜的切削速度。適宜的加工條件的選(xuǎn)定(dìng)是在(zài)這些要(yào)素的基礎上選定的。有規則的(de)、穩定的刀具(jù)磨損並達到壽命才是(shì)理(lǐ)想的條件。
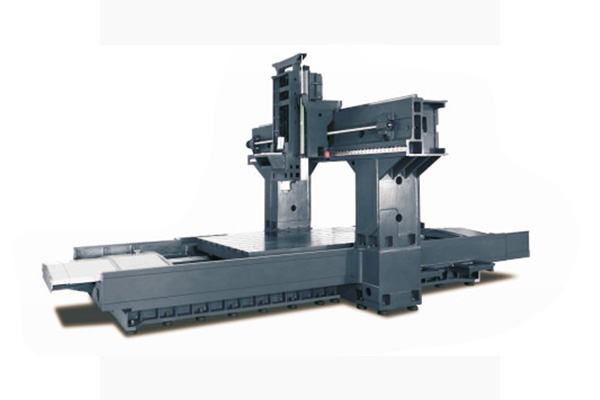
臥式加工中心的類型多樣的局形式隨臥式和立式、工作台做進給(gěi)運動和軸箱進給運動的不同而(ér)不同(tóng),但(dàn)從總體來看,不(bú)外乎由(yóu)基(jī)礎部件、主軸部件、數(shù)控係統、自動換刀係統、自動交換托盤係統和輔助係統幾大部分構(gòu)成。數控銑床無換刀係統,其布局特點與加工(gōng)中心相似。立式加工中(zhōng)心廠家通常采用移動式立柱,工作台不升降,T形床身。T形床身可以做成一體,這樣(yàng)剛度和精度保持性能比較好,當然其鑄造和加工工藝性差些。熱賣立式加工中心分離式T形床身的鑄造和機械加工工藝性都大大改善,但聯接部份要用定位鍵和專(zhuān)用的定位銷定位,並用大尺寸螺栓緊用以保證剛度和精(jīng)度。

數控機床(chuáng)具(jù)有以下特點:加工精度高,熱賣立式加工(gōng)中心加工質量穩定;可進行多坐標聯動,加工形狀複雜的零件;當加工零件發生變化時(shí),一般隻(zhī)需改變數(shù)控(kòng)程序,即可(kě)節省生產準(zhǔn)備時間;機床本身精度高、剛度高,可選(xuǎn)擇適宜的加工量和較高的生產率(一般是普通機床的3-5倍);立式(shì)加工中心廠(chǎng)家(jiā)機床自動化程度高,可降低勞動強度;對操作人員的素質要求更高,對維修人員的技術要求也更高。
中心")

服務熱線:400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園(yuán)區


