
努力(lì)打造中國數控機床(chuáng)行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力(lì)打造中國數控機床(chuáng)行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區
所謂(wèi)切削加工,就是在控製金屬等材料(liào)(加工物)與工具相對運(yùn)動的同時,通(tōng)過磨削、開孔,塑造出目標形狀的技術。切(qiē)削加工大致可分為2類,分別(bié)是(shì)固定加工物、控製工(gōng)具旋轉的“銑削(xuē)”,定製大型加工中心(xīn)以及旋轉加工物的“車削”。銑床加工通過旋轉安(ān)裝在旋轉軸上的、名為銑刀盤的切(qiē)削工具,來進(jìn)行切削的加工。該工藝會用工具(jù)間斷(duàn)地(dì)銼磨固定的加工物進行切削,因此(cǐ)不僅能將(jiāng)加工物表麵加工成平麵、曲麵,還能實現打(dǎ)孔、切槽等(děng)各類加工。根據安裝工具的主軸的(de)方向,銑刀(dāo)盤可分為臥(wò)式、立(lì)式,還有主體呈門(mén)狀的門式等種類,可利用正麵銑刀、立銑刀、槽銑刀等工具,大型加工中心廠家將加工物加工成目標形狀。通用銑削是由操(cāo)作人員手動進行操(cāo)作的銑床加工。在控製工具與加工物相對移動的(de)同時,操作人員需要自行判(pàn)斷設定工(gōng)具的位置、送刀(dāo)、速(sù)度、切入量(liàng)等加工條件。能夠實現隻有手動才能達成的精細加工,獲得高品質成品。

龍門刨銑床的主軸滾動軸承(chéng)的合理布置,兩支承主軸軸承的配置形式兩支承主軸軸承的配(pèi)置(zhì)形式、包括主軸軸承的(de)選型(xíng)、組合以及布置。定製大型加工中心主要根據對所設計主軸部件在轉速、承載能力、剛度(dù)以及精度等(děng)方麵(miàn)的要求。給出常用的兩支承主(zhǔ)軸滾動軸承的布置形式。在確定兩支承主軸軸承配置形式時應遵循以下一般原則(zé):龍門刨銑床適應剛度和承載能力的要求首先應滿足所要求的剛度和承載能力。徑向(xiàng)載荷較大時,大型加工中心(xīn)廠家可選用軸承配置形式;較小時,可選用配置形式。此外(wài),雙列(liè)軸承比單列的剛(gāng)度高。由於提高前支承的剛(gāng)度能有效提高主軸部件的剛度,故提(tí)高剛度的軸承應配置在前支承。

如果立式銑床保養時應該先把(bǎ)橫梁(liáng)主軸工作台和升降台在移動前應先鬆開緊固螺釘(dìng),把清除周圍雜物,定製大型加工中心再擦淨導(dǎo)軌和塗油。5.在立(lì)式(shì)銑床快速或自動進給時應先調整(zhěng)好限程檔鐵。6.工作中必須經常檢查設備,各部的運轉和潤滑情況。如運轉或潤滑不良時,應(yīng)停止使用。7.工作台麵禁放工、卡量具和(hé)工件。8.調整自動循環時開車前必須檢(jiǎn)查機床自動循環的正確性。大型加工中(zhōng)心廠家工作完(wán)成將(jiāng)立式銑(xǐ)床的(de)各手柄(bǐng)置於非工(gōng)作位置,工作台放在中間位置,升降台落在下麵並切斷電(diàn)源10.嚴禁操作者超負荷使用立式銑床。

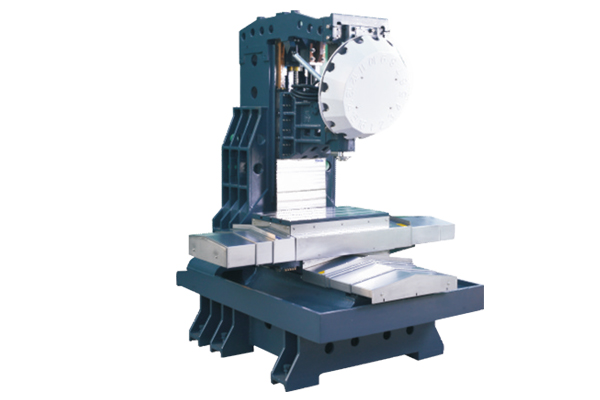
臥式加工中心的立柱普遍采用雙(shuāng)立(lì)柱(zhù)框架結構(gòu)形式,主軸箱在兩立柱之間,沿導軌上下移動。這種結構剛性大,熱對稱性好(hǎo),穩定性高。大型加工中心廠家小型臥式加工中心多數采用固定立柱式結構,其(qí)床身(shēn)不(bú)大,且都是整體結構。臥式加工中心各個坐標的運動可由工作台移(yí)動或由主軸移(yí)動來完成,也就是(shì)說某一方向的(de)運功可以由刀具固定(dìng),工件移動來完(wán)成,定製大型加(jiā)工中心或者是由工件固定,刀具移動來完成。


服務熱線:400-106-3006
手機:135-8490-8969 陳總
郵(yóu)箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園區
工")

