
努力(lì)打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力(lì)打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰(yàn)華港鎮龍溪工業(yè)園區(qū)

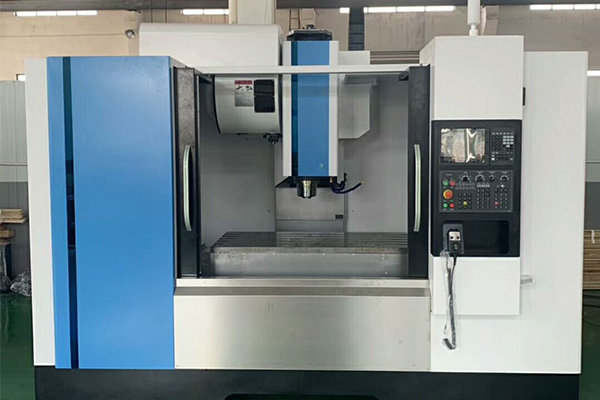
數控臥式加工中(zhōng)心的主軸采(cǎi)用寬裕電機驅動(dòng),扭矩大。良好的性價比,出廠精度(dù)按國家標準壓縮30%,屬精(jīng)密級(jí)加工中心(xīn)。定製鑽攻中心分度台為1×360,鼠齒盤定位,定(dìng)位精度(dù)高。換刀裝置采用台灣刀庫凸輪機械手,性能可靠,換刀時間短。五、數控臥式加工中(zhōng)心采用三維造型設(shè)計,美觀大方。鑽(zuàn)攻中心報價數控臥式加工(gōng)中心采用倒‘T’型布局,立柱移動,剛性好。
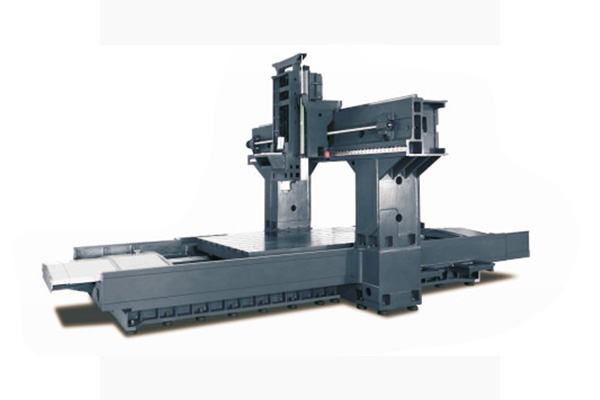
應遠離震源,不直接暴露(lù)在陽光下,無熱輻射,無濕度。如果(guǒ)震源接近(jìn)臥式加工中心,應該在臥式加工中心的周圍設置一(yī)套防(fáng)震溝。鑽攻中心報價如果(guǒ)不設置(zhì)防震溝會直接影響到臥式加工中心的加工精度以及穩定性,時間一久就會影響到(dào)電子元件(jiàn)接觸不良,發生故(gù)障,影響臥式加工中心的(de)可靠性。臥式加工中(zhōng)心一般安(ān)裝在加工車間,定(dìng)製鑽攻中(zhōng)心(xīn)加工車間機械設備較多,不(bú)可避免地會(huì)導致電網出現較大波(bō)動。所以臥式加工中心安裝的位置必需嚴(yán)格控製電源的(de)電壓和(hé)電流,必需把電源的電壓和電流控製在臥式加工中心允許範圍之內,一定要保持電源的電壓和電流穩定,否則會直接影響臥式加工中心的正常工作。
加工(gōng)中心刀庫(kù)有很多種(zhǒng)不同的形(xíng)式,鬥笠式、刀臂式、同動式、、飛碟式等等很多不同的刀庫。 普通立式加工中心使用的(de)刀庫隻有鬥笠式和刀臂式。鑽攻中心報價刀臂式刀庫換刀速度能比鬥(dòu)笠式刀庫節約50%的時間,如果在批量加工生產時,使用刀臂式(shì)刀庫是更見適合的。而同動式刀庫和飛碟式刀庫是高速(sù)加工中心(xīn)和鑽攻中心特有的刀庫,定製鑽攻中心這(zhè)寫高速機床的刀庫還有一個(gè)刀臂式刀庫, 而這兩種刀庫的換刀速度都(dōu)比刀臂式刀庫(kù)快很多(duō),可達(dá)到一秒內完成換刀,可以節(jiē)省加工輔助時(shí)間,但是效果並沒有鬥笠式(shì)刀庫(kù)和刀臂式刀(dāo)庫的對比明顯。

加工(gōng)精度高(gāo),具有穩定的加工質量;可進行多坐標的聯動(dòng),能加工形狀複雜的零件;加工零件改變時,定製(zhì)鑽(zuàn)攻中心一般隻需要更改數控程序,可(kě)節省生產準備時間;機床本身的精度高、剛性大,可選擇有利的加工用量,生產率高(gāo)(一般為普通機床的(de)3~5倍);機床自動化程度高,鑽攻中心報價可(kě)以減輕(qīng)勞動強度;對操作人員的素質要求較高,對維(wéi)修人員的技術要求。

數控車床在日常操作中的(de)維護(1)嚴格遵守操作規(guī)程和日常維護製度(2)應盡量少開數控櫃和強電(diàn)櫃的門在山東數控車床加工車間(jiān)的空氣中一般(bān)都會有油霧、灰塵甚至金屬粉末,定製鑽攻(gōng)中心一旦(dàn)它們(men)落在數控係統內的(de)電路板或電子器件上(shàng),容易引起元器件間(jiān)絕緣電阻(zǔ)下降,甚至導致元器件(jiàn)及(jí)電路板損壞。(3)定時清掃數控櫃的散熱通風係統應檢查數控(kòng)櫃上的各個冷卻風扇工作是否(fǒu)正常(cháng)。每半年(nián)或每季(jì)度檢查(chá)一次風道過(guò)濾器是否有(yǒu)堵塞現象,鑽攻(gōng)中心報價(jià)若過濾網(wǎng)上灰塵積聚過多,不及時清理,會引起數控(kòng)櫃內溫度過高。(4)數控係統的輸入/輸出裝(zhuāng)置(zhì)的定期維護。

立式加工中心工件(jiàn)裝夾、定位方便;刃具運動軌跡易觀察(chá),調試(shì)程序檢查測量方便,立式加工中心采購,可及時發現問(wèn)題,鑽攻中心報價進行停機處理或修(xiū)改;冷卻條件易(yì)建立,立式加工中心,切削液(yè)能直接到達刀具和(hé)加(jiā)工表(biǎo)麵;三個坐標軸與笛卡(kǎ)兒(ér)坐標係吻合,定製鑽攻中心感覺直觀與圖樣視角一致,切屑易排除和掉落,避免劃傷(shāng)加工過的表麵。餘應的加(jiā)工中心相比,結構簡(jiǎn)單,謬較(jiào)小,價格較低。


服務熱線:400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰(yàn)華港鎮龍溪工業園區


