
努力打造中國數控(kòng)機床行業品牌
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
400-106-3006
努力打造中國數控(kòng)機床行業品牌
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
400-106-3006

聯係人:陳(chén)總
手(shǒu)機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區
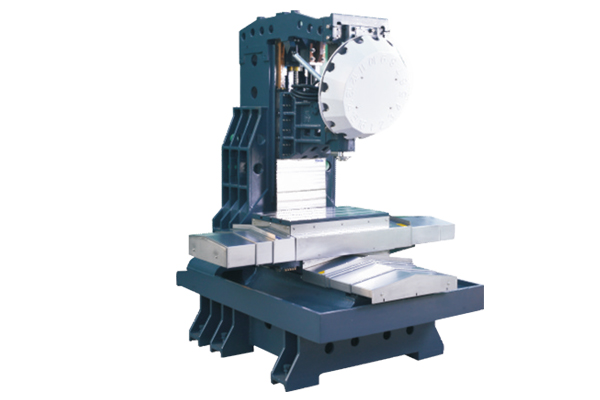
雙工位(wèi)交換工作台,當(dāng)一個工作台在加工區內運行,另一工作台則在(zài)加工區(qū)外更換工件(jiàn),為下一個工件的加工做(zuò)準備,複合加工中心價格采用較新(xīn)直驅(qū)式電機傳動機(jī)構,傳動速度(dù)快(kuài),供應複(fù)合加工中心可實現4.5S工作台交換動作。使裝夾與加工同步進行,對加工(gōng)時間短、裝夾頻繁節拍要求高的零件加工具有明顯優勢,大大提高了設備的利用率。

立式銑床立銑頭中,主要易損件有主軸、主(zhǔ)軸套簡及套筒體孔。這些零(líng)件,在不(bú)發生嚴重(chóng)磨損以致失效的(de)情(qíng)況(kuàng)下一般(bān)都可做-定(dìng)的修複後繼續使用。 各磨損件修複方法如下:主(zhǔ)軸的修複: XA5032立式銑床的銑頭的主軸結(jié)構與XA6132臥式銑床銑頭主軸(zhóu)結構基本-致,複合加工中心價格 其修複方法可參照進行。套簡體孔的修(xiū)複:套筒體孔的磨損會導致孔的圓度、圓柱度誤差增加,表(biǎo)麵粗(cū)糙度變差。由於(yú)在正(zhèng)常使用下,不會產生嚴重的磨損,供應複合加工中心故-般隻需 要(yào)通過研(yán)磨修複(fù),即可恢複精度。但在修複之前需要單獨做一套研(yán)磨棒以供研磨時使用。

主軸線是一(yī)組部件,包括電主軸本身(shēn)和它的附(fù)件:複合加工中心價格電主軸(zhóu)高頻(pín)逆變器、潤滑油霧冷卻(què)裝(zhuāng)置編碼器內(nèi)置換刀等。高效數(shù)控加工中心這種主軸電機(jī)和主軸“組合”傳動(dòng)結構,主軸元件(jiàn)和驅動係統相對獨立(lì)於機器的整體結構,因此可以製成“主要單元”,典型的、高精度環、低噪音帶鎖定結構更適合噴霧潤滑。主軸電機在數控機床領域,這種直線電機技術和(hé)高(gāo)速切削刀具,供應複合加(jiā)工中心高速(sù)加(jiā)工新技術的主軸電機集成到一個新的技術。它是包括主軸本身及其附件(jiàn)主軸組件:高頻主軸單元。反相、噴(pēn)霧潤滑裝置冷卻設備改變、集成編碼器(qì)和類似的工具。

高速加工(gōng)中心(xīn)切削參數的選擇原則與普通機床相同。也就是(shì)說,具體數值應根據數控(kòng)機床使用說明書和金屬切削原理規定(dìng)的方法和原則,供應複合加工(gōng)中心結合實際加工經驗確定。1.影響高速(sù)加工中心切削參數的因素(1)不同廠家的刀具質量差異很大,因此在確定切削參數時,必須根據廠家給定的參數和加工現場的情況進行修正。(2)電動機功率和(hé)機床剛度的限製必須在機床規(guī)範規定的(de)範圍內選擇,複合加(jiā)工中心價格以避免因功率和剛度不足而引起機床(chuáng)的大變(biàn)形或振動,影響機床運行。加工精度和表麵粗糙度。(3)高速(sù)加工中心數控(kòng)機床的生產率具有較高(gāo)的工時成本和較低的刀具損耗成本比例。為了提高數控機床的生產率,合理降低刀具壽命,應盡(jìn)量選(xuǎn)擇較高的切削參數。



心加工")
