
努力打造中(zhōng)國數控機床行業(yè)品牌
![]() 台灣(wān)原(yuán)廠技術
台灣(wān)原(yuán)廠技術 ![]() 廠(chǎng)家直銷(xiāo)
廠(chǎng)家直銷(xiāo)
服務熱線:
400-106-3006
努力打造中(zhōng)國數控機床行業(yè)品牌
![]() 台灣(wān)原(yuán)廠技術
台灣(wān)原(yuán)廠技術 ![]() 廠(chǎng)家直銷(xiāo)
廠(chǎng)家直銷(xiāo)
服務熱線:
400-106-3006

聯係人(rén):陳總
手機: 400-106-3006
傳真: 0523-80931188
網址(zhǐ):http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工(gōng)業園(yuán)區

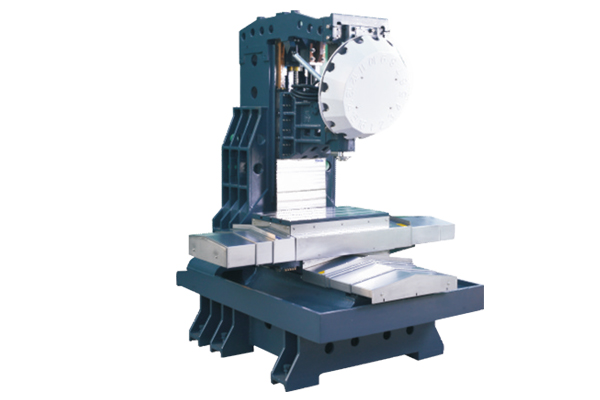
立式銑床立銑(xǐ)頭中(zhōng),主(zhǔ)要(yào)易損件有主(zhǔ)軸(zhóu)、主軸套簡及套筒(tǒng)體孔。這些零件,在不發(fā)生嚴重磨(mó)損以致失(shī)效的情況下一般都可做-定的修複後繼續使用。 各磨損件修複方(fāng)法如下:主軸的修複: XA5032立式銑床(chuáng)的銑頭的主軸結構與XA6132臥式銑床(chuáng)銑頭主軸結構基本-致,龍(lóng)門雕銑(xǐ)機價格 其修複方(fāng)法可參照進(jìn)行。套簡體孔的修複:套筒體孔(kǒng)的磨損會導致孔的圓(yuán)度、圓柱度誤差增加,表麵粗糙(cāo)度變差(chà)。由於在(zài)正常使用下(xià),不會產(chǎn)生嚴重(chóng)的磨損,供應龍門雕銑機故-般隻需 要通過研磨修複,即可恢複精度。但在修複之前需要單獨做一套研磨棒以供研磨時使用。
選擇適宜的刀具(jù)刀具壽命與切削用量密切關聯。在擬定切削用量時,首要(yào)任務是合理選擇刀具,刀具不同,切削用量不同,切削效率不同,切削質量也不同。不同的刀具其刀具壽命不同。供應龍門雕銑(xǐ)機合理的刀具選擇,應在滿足切削質量(liàng)的同時綜(zōng)合考慮切削效率、刀具壽命、刀具成本等因(yīn)素,即,經濟(jì)和高效是其(qí)選擇原(yuán)則。選(xuǎn)擇合理的切削(xuē)用量操作人員要(yào)依據被加工對象的材質、硬度、切削狀況、加工質量要求等擬定加工(gōng)工藝,確定加工路徑、進給量、切削(xuē)深度等參數,龍門雕銑機(jī)價格選擇適宜的切削(xuē)速度。適宜的加工條件(jiàn)的選定是在這些要素的基礎上選(xuǎn)定的。有規(guī)則的(de)、穩定的刀具磨損(sǔn)並(bìng)達到壽命才是理想的條件。
以確保在工件主軸的行程範圍內的處理內容完(wán)成(chéng)。試著在一個夾具中完成所有的加工內容。當需要更換夾緊(jǐn)點時,供應龍門雕銑(xǐ)機應特別注(zhù)意不要因更換夾緊(jǐn)點而損壞定位精度,必要時在工藝文件中說明。夾具底麵與工作(zuò)台接觸時,夾具底麵平麵度必須在0.01-0.02MM範圍內,表麵粗糙度不大於ra3.2um。 夾具應盡可能少的元件和高剛度。為了簡化定位(wèi)和安全(quán),龍門雕銑機價格應在夾具相(xiàng)對於加工原點的每個定位表麵上提供準(zhǔn)確的坐標尺寸。加工中心相(xiàng)互作用表,表由於移動,托盤,和下托的旋轉操作中,夾持工具的設計必須能防止(zhǐ)空間幹擾和機床。

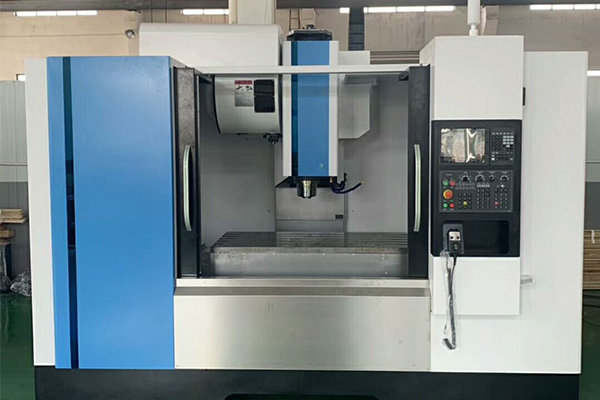
數控加工中心是一種帶有刀庫並能自動更(gèng)換(huàn)刀具,對工件能夠在一(yī)定的範圍內進(jìn)行多種加工操作的數控機床。供應龍門雕銑(xǐ)機它是從數控銑床發展而來的。龍門雕銑機與數控銑床的(de)Z大區別在於加工中心具有自動交換加工刀具的(de)能力,通過在刀庫上安裝不同用途的刀具,可在(zài)一次裝夾中通過自動換刀裝(zhuāng)置改變主軸上的加工刀具,實(shí)現多種加工功能。

工中心")


