
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線(xiàn):
400-106-3006
歡迎光臨江蘇漢工數(shù)控科技有(yǒu)限公司官方網站!
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線(xiàn):
400-106-3006

聯係人:陳總(zǒng)
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區
雕銑機遠離粉塵、液體飛濺和有腐蝕性氣體的環境。避免陽光直接照(zhào)射,室內應配有良好的燈光照明設(shè)備。地基結實堅固、表麵平整,供應高速加工中心(xīn)雕銑機在正常工作時(shí),不致引起振動。環境應通風良(liáng)好,溫度存0—35℃,相(xiàng)對濕度應小於75%。高速加工中心(xīn)廠家廠房內有可靠的(de)按(àn)地線,並使用帶有按地極(E極)的三極插座,接(jiē)地(dì)極必須與大(dà)地接觸良好。一般要求接地電(diàn)阻小於10Ω

嚴(yán)禁把超重、超長的刀具裝入刀庫,防止在機械手換刀時掉刀(dāo)或刀具與工件、夾具等發生碰撞。順序選刀方式必須注意(yì)刀具放置在刀庫中的順序要正確,其(qí)他選刀方式也要注意所(suǒ)換刀(dāo)具是否與所需刀具一致(zhì),供應高速加工中(zhōng)心防止換錯刀(dāo)具導致事故發生。用手動方式往刀庫上裝刀時,要確保裝到位,裝牢靠,並檢查刀座上(shàng)的鎖緊裝置是否可靠。高速加工中心廠家經常檢查刀庫的回零位置是否正(zhèng)確,檢查機床(chuáng)主軸回換刀點位置是否到(dào)位(wèi),發現問題要及時調整,否則(zé)不能完成換刀動作。

應遠離震源,不直接暴露(lù)在陽光下(xià),無熱輻射,無(wú)濕度。如果震源接近臥式加(jiā)工中心,應(yīng)該在臥式加工中心的周圍設置一套防震(zhèn)溝。高速加工(gōng)中心廠家如果不設(shè)置防震(zhèn)溝會直(zhí)接影響到臥式加(jiā)工中心的加工精度以及穩定性,時間一久就會影響到電(diàn)子元件(jiàn)接(jiē)觸(chù)不良,發生(shēng)故障(zhàng),影響臥式加工中心的(de)可靠性。臥式加工中心一般安裝在加工車間(jiān),供應高(gāo)速加工中心加工車間機械設備較多,不可避免地(dì)會導(dǎo)致電網出現較大波動。所以臥式加工中心安裝(zhuāng)的位置必需嚴格控製電源(yuán)的電壓和電流,必需把(bǎ)電源的電壓和(hé)電流控製在臥(wò)式加工中心允許範圍之內,一定要保持電源的電壓和(hé)電(diàn)流穩定,否則會直接影響臥式加工中心(xīn)的正常工作。
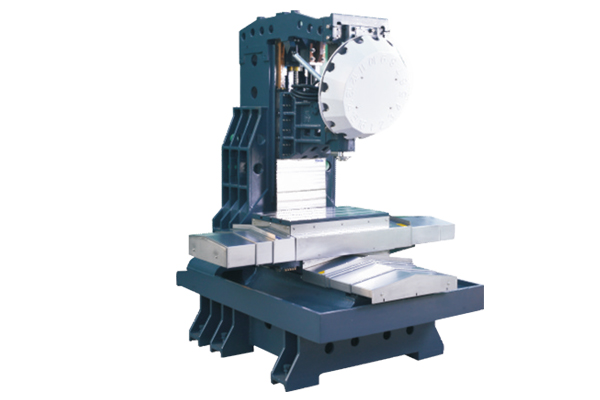
所謂切削加工(gōng),就(jiù)是在控製金屬等材料(加工物)與工具相對運動的同時,通過磨削、開孔,塑造出(chū)目標形狀的技術。切削加工大致可分為2類,分別是固定加工物、控製工(gōng)具旋轉的“銑削”,供應高速加工中心以及旋轉加工物的(de)“車(chē)削”。銑床加工通過旋轉安裝在旋(xuán)轉(zhuǎn)軸上的、名為銑刀盤的切(qiē)削工具,來進行切削的加(jiā)工。該工藝會用工具間斷地銼磨固定的加工物進行切削,因此不僅能將加工物表(biǎo)麵加工成平麵、曲麵,還(hái)能實現打孔、切槽(cáo)等各類加工。根據安裝工具的主軸的方向,銑刀盤可分為臥式、立式,還有主(zhǔ)體呈門狀的門式等種類,可利用正麵銑刀、立銑刀、槽銑刀等工具,高速加工中心廠家將(jiāng)加工物加(jiā)工成目標(biāo)形狀。通用銑削是(shì)由操作人員(yuán)手動進行操作的銑床加(jiā)工。在控製工(gōng)具與(yǔ)加(jiā)工物相對移動的(de)同(tóng)時,操作人員需要自行判斷設定工具的位置、送刀(dāo)、速度、切入量等加工條(tiáo)件。能夠實現隻有手(shǒu)動才能達成的精細加工,獲得高品質成品。

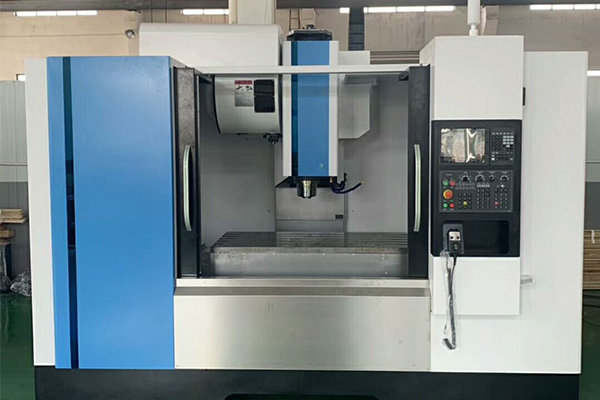
臥式加工中心與普通機床相比,加工精度更(gèng)高,具有(yǒu)非常穩定的(de)加工質量。因(yīn)此,操作人員的素質要求很高,供應高速加工中心特別是在(zài)減震器方麵,應注意以(yǐ)下使用方法:喇叭到(dào)機器在所需的腳孔中,螺(luó)釘的滲透,腳夾緊(jǐn)螺母,所述(shù)螺母被放置在接觸與機器機床調平後,擰緊(jǐn)螺絲調平,固(gù)定水平狀態..因為橡膠的蠕變現象,無錫數控車床,在墊鐵第(dì)yi次使用時,高速(sù)加工中心廠家(jiā)兩星(xīng)期以後再調節一次機(jī)床水平機床橫向調整,螺(luó)母逆時針旋轉(zhuǎn),機床向(xiàng)上。

")

工")
