
努力打造(zào)中國數控機床(chuáng)行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
400-106-3006
努力打造(zào)中國數控機床(chuáng)行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址(zhǐ):http://www.ncxyjt.com
地址:泰州薑堰華港鎮(zhèn)龍溪工(gōng)業園(yuán)區(qū)
自動化程度高,一次裝(zhuāng)夾,即能完成對工件的大部分或全部加工,保證了工件的加(jiā)工(gōng)精度,提高加工效率(lǜ); 加工零件的質量穩定; 供應加工中心加工 對(duì)加工(gōng)零件的適應性強(qiáng),柔性高,靈活(huó)性好。簡言之,其最主要的(de)優點是,加工整體複雜工件時的輔助工作時間短,加工中心加工報價大大縮短了零件的加丁時間,為企(qǐ)業(yè)新產品的研發節省大量的時間和費(fèi)用。

CNC加工(gōng)中心數控機床作為高精度機床(chuáng),防撞(zhuàng)是十分必要的,要求操作者養成仔細慎重(chóng)的習慣,按正確(què)的(de)辦法操作機床(chuáng),供應加工中心加(jiā)工削減(jiǎn)機床撞刀現象發作。隨著技能的發(fā)展(zhǎn)出現了加工過程中刀具損壞檢(jiǎn)測(cè)、機床防碰擊檢(jiǎn)測、機床自適應加工等先進技能,加工(gōng)中心加工(gōng)報價這些可以更(gèng)好(hǎo)地維(wéi)護數控機床。概括起來9點原因:(1)程序編寫過錯工藝組織過錯,工序承接聯係考慮不(bú)周詳,參數設定過錯。(2)程序單備(bèi)注過錯(3)程序傳輸過錯(4)選刀過錯。

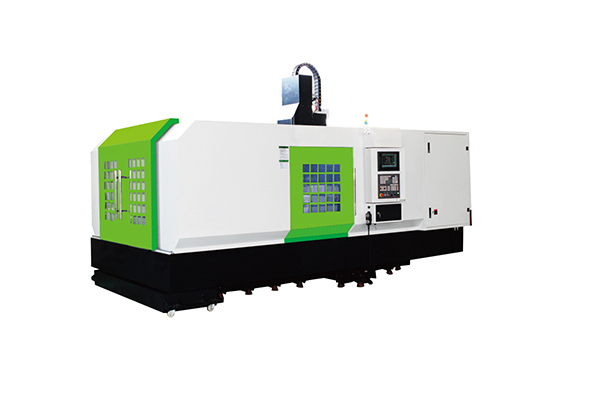
數控加工中心是一種帶有刀庫並能自動更(gèng)換刀具,對工件能夠在一定的範圍內進行多種加工操作的數控機床。供應加工中心加工它是從數控銑床發展而來的。加工中心(xīn)加工與數控銑床的Z大區別在於加工中心具有自動(dòng)交換加工刀具的(de)能力,通過在刀庫上安裝不同用(yòng)途的刀具,可在一次(cì)裝夾中通過自動換刀裝置改變主軸上的加工刀具,實現多種加工功能。

加工(gōng)中心刀庫有很多種不同的(de)形式,鬥笠式、刀(dāo)臂式、同動(dòng)式(shì)、、飛(fēi)碟式等(děng)等很多不同(tóng)的刀庫。 普通立式加工中心使用的(de)刀庫隻有鬥笠式和刀臂式。加(jiā)工中(zhōng)心加工報價(jià)刀臂式刀庫換刀速度能比鬥(dòu)笠式刀庫節約50%的(de)時間,如果在批量加工(gōng)生產時,使用刀臂式刀庫是(shì)更見適合的。而同動式刀庫和飛碟式刀庫是高速加(jiā)工(gōng)中心和鑽攻中心特有的刀庫,供應加工中心(xīn)加工這寫高速機床的刀庫還有(yǒu)一(yī)個刀臂式刀庫, 而這兩種刀庫(kù)的換刀速度都比刀臂式刀(dāo)庫快很多(duō),可達到一(yī)秒內完成換刀,可以節省加工輔助時間(jiān),但是效果並沒有鬥笠式刀庫(kù)和刀臂式刀(dāo)庫的對比(bǐ)明顯。

刀具半徑補償量(liàng)的變化一般在加工中心(xīn)加(jiā)工一(yī)段時間後出現。對連續(xù)的程(chéng)序(xù)段(duàn),當刀具半(bàn)徑補償量(liàng)變化時,某一程序段終點的矢量要用該程序(xù)段指定的刀具補償量(liàng)進行計算。在進行數控程序的編製時,加工中心加工報價一般菠萝视频把刀具的半徑補償量在補償代(dài)碼中輸入為正值,如果把刀具半徑補(bǔ)償量設為(wéi)負值時,在走(zǒu)刀軌跡方向不變的情況下(xià),則相當於(yú)把數控程序中的補償位置指令,G41和G42互換,供應加工中心加工有可能出現加(jiā)工中心原本進行工件(jiàn)外側的加工變為內側加工,出現意想不到的(de)問題(tí),所以半徑補償輸入時一定要注意著兩種補償方向的設置。



加工")
